めっき学校 2026年度コラム-第1回 前処理について

【めっき学校】学びの第一歩:仕上がりを左右する「前処理」の見えざる重要性
~各工程の「落とし穴」と、素材との対話が生む完璧な皮膜~
日頃より当社のホームページをご覧いただき、誠にありがとうございます。今年度から、会社の支援を受けて「東京都鍍金工業組合高等職業訓練校(めっき学校)」に通わせていただいているT.Hです。
1年間のカリキュラムがスタートし、あっという間に3ヶ月が経過しました。普段は当社の現場でめっき作業に携わっていますが、学校で化学反応や金属の特性といった理論から体系的に学び直すことで、「普段何気なくやっているあの作業の裏には、こんな化学的な理屈があったのか!」と、毎日目からウロコの連続です。
さて、当社では、めっき学校の受講生によるコラム寄稿が恒例になっています。今年度の記念すべき第1回目のテーマは、めっき工程において最も重要と言っても過言ではない「前処理」について書きたいと思います。現場でも「めっきは前処理が命」とよく言われますが、学校でその理由を深く学び、改めて責任の重さを実感しています。今回は、この3ヶ月の学びの中から特に印象深かった、前処理における注意点、テクニックを支えるメカニズムについてお伝えしたいと思います。
WHY.01 めっき不良の8割は前処理にあり!~多種多様な「汚れ」の正体~
そもそも「めっき」とは、金属などの表面に金属皮膜を形成させ、装飾性や防食性、電気伝導性などの優れた特性を付与する技術です。この皮膜を製品にしっかりと密着させるために不可欠なのが、めっき浴に入れる前の諸工程である「前処理」です。
めっき学校の講義でも改めて学びましたが、めっき業界では「不良の8割は、前処理に原因がある」と言われるほど、前処理が重要だということです。
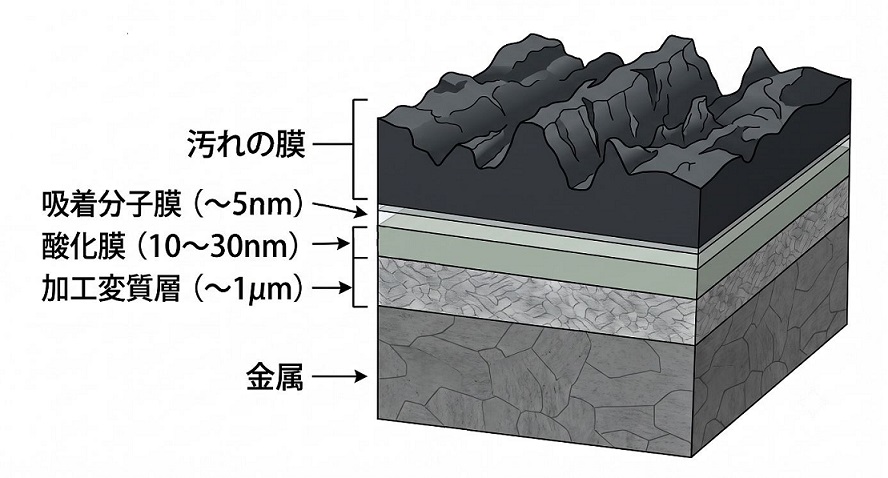
私たちが普段扱っている金属製品の表面は、一見するときれいに見えても、実は様々な「邪魔者」で覆われています。金属を加工した際に生じる「加工変質層(〜1μm)」や、酸素と反応して自然にできる「酸化膜(10〜30nm)」、さらには肉眼では絶対に見えない「吸着分子膜(〜5nm)」などが層をなして存在しています。
さらに、現場で製品に付着している「汚れ」には実に様々な種類があります。有機物としては、機械加工などで使われる鉱物油(プレス油など)や、動植物油(脂肪・蝋など)、防錆剤などが挙げられます。また無機物としては、研磨工程で出るバフカス(砥粒)や金属の切屑、さらには土砂などの埃が付着しています。
これらの多種多様な汚れや不要な膜がほんの少しでも残っていると、めっき液が素材に直接触れることができず、致命的なめっき不良を引き起こしてしまいます。前処理の究極の目的は、これら多種多様な汚れを完全に除去し、めっきに最も適した純粋で活性な金属表面を露出させることにあるのです。
HOW.02 完璧な皮膜を目指して!工程別の「落とし穴」と素材ごとのアプローチ
前処理を怠ると重大な不良につながりますが、かといって「とにかく強力な薬品で長く洗えばいい」というわけではありません。学校で学んで最も痛感したのは、「金属にはそれぞれ個性があり、万能な前処理液はない」ということです。ここからは、当社の現場でもよく扱う「鉄鋼」と「銅・真鍮」を例に挙げながら、一般的な4つの前処理工程(溶剤・アルカリ浸漬脱脂→電解脱脂→酸洗い→活性化)に潜む「落とし穴」と、それぞれの素材に適した処理方法の一例をご紹介します。
① 溶剤・アルカリ浸漬脱脂
まずは、有機溶剤やアルカリといった薬品の力(化学作用)を用いて、脱脂をする工程です。製品の汚れ具合によって具体的なやり方は変わりますが、この工程では大きく分けると、事前の頑固な汚れを落とす「予備脱脂」と、仕上げの「本脱脂」の2つのステップに分類されます。まず予備脱脂には、石油系などの溶剤を用いて直接油汚れを溶解する「溶剤脱脂」や、界面活性剤と溶剤などを混ぜて乳化させ、ひどい汚れを落とす「エマルジョン脱脂」などがあります。これらで大まかな汚れを落とした後、本脱脂にあたる「アルカリ脱脂」を行います。これはアルカリの「けん化反応」などを利用し、油を水に溶けやすい石鹸とグリセリンに分解して除去する強力な方法です。
② 電解脱脂工程
製品自体に電気を流し、電気分解で脱脂をする工程です。電界脱脂の中にも主に三つの方法があります。①被処理物を陰極にして電流を流し、被処理物から発生する水素ガスを利用して脱脂処理を行う「陰極電解脱脂」。②被処理物を陽極にして電流を流し、被処理物から発生する酸素ガスで油脂を酸化分解して脱脂処理を行う「陽極電解脱脂」。③被処理物を交互に陰極と陽極にして電解脱脂を行う「PR電解脱脂」の三つです。
③ 酸洗い工程
脱脂の次は、金属表面の不純物を酸で溶かし出します。ここで除去・対策すべきターゲットは主に3つあります。金属表面に自然に発生した「錆(さび)」、熱処理などで生じた厚い酸化皮膜の「スケール」、そして前工程や酸洗いの過程で金属表面に浮き出てくる、微粉末状 of 黒色不純物(不溶性の炭化物など)である「スマット」です。
④ 活性化(かっせいか)工程
めっき直前の最終工程で、残留したアルカリ成分の中和や、水洗工程で発生したごく薄い酸化膜などを取りよけ、金属をクリーンで反応性が高い「活性状態」にします。
SEC.03 工程をつなぐ重要な架け橋「水洗」の存在
ここまで主要な4つの工程を解説しましたが、各工程の間に必ず入る「水洗」も非常に重要です。前処理液の持ち込みにより水が汚染されると洗浄効率が低下し、不良の直接的な原因になります。製品の形状に合わせて吊るし方(ラッキング)を工夫して液の持ち出し量を減らしたり、水質を常に一定に保つことが、安定した品質には不可欠なのです。
まとめ
めっき学校に通い始めて3ヶ月。今回コラムにまとめた「前処理」の工程は、汚れや錆を的確に落とすだけでなく、素材に合わせて「密着不良」や「水素脆性」などのリスクを回避する配慮が欠かせません。この地道な前処理の土台があって初めて綺麗なめっきが完成します。工程の意味を深く理解できたことで、毎日の作業への向き合い方も変わりました。
学校でのカリキュラムはまだ9ヶ月残っており、高度な理論や設備の知識など学ぶべきことは山積みです。学校で得た知識と、当社の先輩方が長年培ってきたノウハウを融合させ、どんな素材に対しても信頼されるめっき製品をお届けできるよう、これからも精進してまいります。
最後までお読みいただき、誠にありがとうございました。次回のコラムでも、新たな学びや現場に活かせる発見をお届けする予定です。ぜひご期待ください。

